







电瓷毛坯电阴干控制装置介绍
关键词:电瓷毛坯,电阴干
1、 概述
为了缩短电瓷产品的生产周期,提高生产场地的利用效率,电瓷毛坯电阴干控制装置通过对毛坯直接通电加热,以缩短毛坯的阴干时间。
DYG-3/3系列电瓷毛坯电阴干控制装置可同时控制三组(以内)工作,每组分别对应电网的A、B、C三相。
采用PLC作为中央控制器,可靠性高,操作简单。尽可能的降低了生产过程的人为因素。
在控制柜表盘有9台数字仪表,分别用于显示实时温度、实时电流和实时电压参数,还有相应的操作按钮以及状态指示灯,方便操作人员查看。
每次开启时,以该组取样测温的毛坯温度为参考点,每小时升温0.1~0.9℃(可选),当达到工艺要求的温度上限的时候,自动转入保持状态,直到满足干燥要求,人工关闭相应的作业组。
早期产品在PLC程序中设置了时钟程序,可以自动判别月份季节,按照不同的季节改变工艺要求的温度上限(设置为6月至9月温度上限35℃,其他月份33℃)。考虑到有的用户可能会长期关闭设备电源暂停使用而造成PLC内部时钟停止,此功能修改为人工通过按钮选定(V2版为 33℃、35℃、37℃,V08版为30℃、33℃、36℃) 。
为了防止意外过载造成设备损坏,系统设置了电流监测控制,当电流达到或者超过设定的允许最大值时,将在1.5秒内关闭该相电源,排除故障后通过表盘按钮重新启动。同时还设置了传统的熔断器,以应对意外短路等禁止出现的事故,以减小事故对设备的损坏。另外当某相测温传感器断线或者温度高于当前设定值5℃时,则自动关闭该相加热,以防止过热造成损失。
当有过流保护或者因为测温传感器断线以及超温而自动关闭某相时,除了表盘上的指示灯或仪表显示提示具体的相之外,同时有声光报警提示。
为了保证安全作业,启动作业的组会有警示灯闪烁提示。
2、技术参数:
工作电源:
四线三相,功率和型号相关(380V/AC)
负载能力:
DYG-3/3-150 最多连接3组同时工作,最大电流
DYG-3/3-300 最多连接3组同时工作,最大电流
升温速度:
0~2摄氏度/小时(按工艺要求出厂预设0.3、0.6、0.9摄氏度/小时任选,V2版和V08版升温速度从0.1至0.9摄氏度/小时可选)
升温上限:
自动按照季节改变升温上限(按工艺要求预设,夏季35摄氏度,其他季节33摄氏度);考虑到有的用户可能会长期关闭设备电源暂停使用而造成PLC内部时钟停止,此功能修改为人工通过按钮选定(V2版为 33℃、35℃、37℃,V08版为30℃、33℃、36℃)。
测量精度等级:0.5
3、 现场接线:
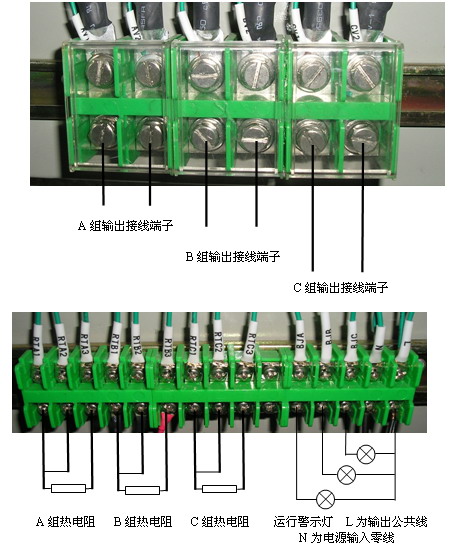
注:使用时将热电阻插入相应作业组的其中一只毛坯的合适位置,多组工作时必须注意组序对应。
所连接的毛坯对地面必须绝缘,以避免毛坯顶端局部发热现象和电力浪费。
3、 操作提示:
控制柜上的按钮指示灯均有名称标牌,代表其操作、显示含义。进一步简要说明如下:
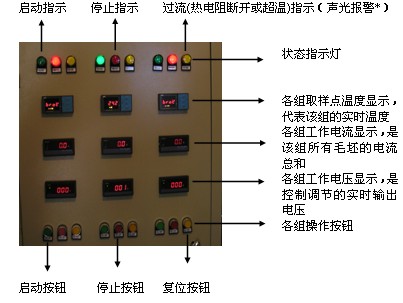
启动按钮:启动相应组加热控制,启动时,启动指示灯亮,同时该组的外接警示灯闪光,提示注意安全。
停止按钮:停止相应组加热控制,停止时,停止指示灯亮,外接警示灯熄灭。
复位按钮:当相应的组由于所加毛坯过量、短路等原因过流或者热电阻断线或者温度高于当前设定值5℃时,该组自动停止工作,过流指示等亮,接着蜂鸣器发出声光报警,提示操作人员及时处理。复位按钮可以关闭声光报警,使设备进入等待重新开启状态。
内部开关:打开控制柜,可见内部有两只开关,最上层的空气开关是总电源开关,PLC旁边的单极开关是仪表控制部分的供电开关。
升温速度*:在控制柜内部有一只三位旋钮,用于改变升温速度基准值,在相应组开启时刻,将旋钮置于需要的升温速度即可,开启之后改变旋钮无效 (该功能为新增功能,早期产品无此功能)。使用v2版本软件还增加了按钮升温速度修正功能,是以旋钮选择的速度为基准减去一个可以三选一的常数。
升温上限*:在三组输出均未启动状态,同时长按某组停止和复位按钮,直到该组停止和报警指示灯点亮,从第一组到第三组分别对应的升温上线为30℃,33℃,36℃(v08版本软件)。
*注:
A、升温上限的设置方法:按“停止+复位” (5s,有指示灯提示),第一组(A)对应
B、升温速度的设置方法:表盘里面的三位旋钮为升温速度基准值(0.3/0.6/
“复位A+复位B”(5s,有指示灯提示),升温速度在基准值基础上减
“复位A+复位C”(5s,有指示灯提示),升温速度在基准值基础上减0.1℃/h;完成后PLC之Q1.0点亮。
“复位B+复位C”(5s,有指示灯提示),升温速度在基准值基础上减0℃/h;完成后PLC之Q1.1点亮。
C、根据实际使用经验建议用户在连接毛坯之前对毛坯进行一次翻动,通电阴干过程结束后进行一次翻动(整个通电过程中不必翻动) 。
每次启动之初输出电压较大,目的是测试是否有过载或局部漏电;也就是说启动之初升温会偏快,不会影响整个过程,可以不必理会。建议不要因为担心升温快而关闭重启,频繁重启会加剧这种现象。
5、售后服务
1. 该装置是根据行业生产需要而设计的专用产品,用户在调试期间可根据自己的实际工艺需求提出可行的改进建议。
2. 在保修期内由于部件质量问题发生损坏(或故障)将免费维修,如由于非产品质量问题发生损坏(或故障),酌收工本费。
3. 产品终身维修并以优惠价提供配件及易损件。
4. 软件免费升级。






