







具有节能特点的电瓷窑炉控制系统简介
关键词:电瓷(陶瓷)窑炉,自动控制系统,流量控制模式
我们的窑炉设计人员均从事过多年窑炉设计、调试甚至电瓷烧成作业,历经国内第一条引进美国抽屉窑、国家八五国产化项目等,深谙电瓷烧成工艺及各种电瓷窑炉设计模式和要点,所设计的窑炉结合丰富的实践经验,从生产实际出发,注重高效、可靠、经济及易于操作。完成过多种控制模式窑炉改造、建设及控制设计,最新设计建造的燃气/空气流量控制模式窑炉已进入生产应用,为用户节约能源,快速带来经济效益。
燃烧系统
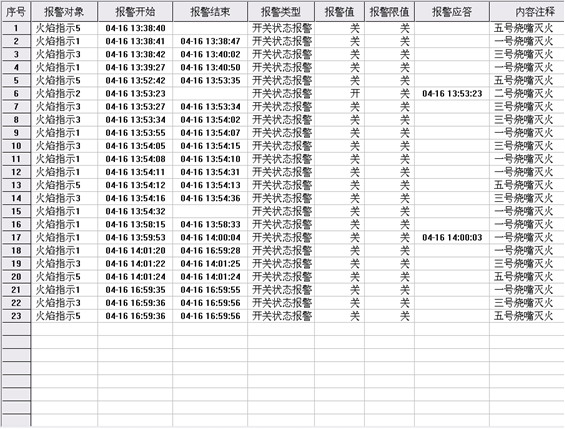
烧嘴采用成熟的国产高速喷射烧嘴,一般可根据用户窑炉容积成对分若干区域控制,每区烧嘴上下交叉布局。每个烧嘴均配有自动烧嘴控制装置,与中央控制器联锁,完成烧嘴的自动点火、火焰检测、灭火保护及报警。
温度及气氛的控制方式
温度及气氛根据烧嘴分区采用流量控制,每区均有一主控测温点和监控点,中央控制器中每区设空气、燃气闭环控制回路各一,分别对应一套电动蝶阀/线性阀,控制器根据当前工艺曲线要求的温度、气氛自动调节燃气、空气的流量和相互比例。针对低温阶段、氧化/还原切换等特殊阶段,中央控制器设过渡段,通过窑压、燃气压力、助燃风压力或调温风压力的整体配合,完成低扰动快速平稳过渡,避免温度突跳。每只烧嘴燃气、空气支管均装有流量均衡阀,可进一步减小各测温点温差。
窑压、燃气、助燃风及调温风的自动控制
窑压设压力变送器,采用闭环自动控制。燃气总管、助燃风总管及调温风总管均为开环控制,根据设定曲线分别控制总管调节阀或风机变频器。
电器联锁和安全保护
中央控制器接收所有按钮、风机状态、烧嘴状态等开关量,根据安全规范及控制逻辑总控所有设备的的操作及故障联锁保护,可按预先设定的程序,自动顺序完成风机的启/停、烧嘴点火、烧成状态转换、结束停窑、各类故障报警等操作。并设有主要设备的单机调试启/停功能,方便设备检修及故障监测。
控制系统的设备配置
PLC中央控制器选用目前最成熟的西门子 SIMATIC S7,完成全部模拟量回路和开关量逻辑控制,具有高度的一体化集中控制优势。由于SIMATIC S7自身高于4万小时的平均无故障时间,以及先进的软件设计,可大大提高窑炉整体的运行可靠性。控制算法优先选用PLC自身的运算模块,充分发挥其成熟性和可靠性。同时采用辅助程序进一步优化,提高了控制的抗扰动能力。
各控制区的主控、监控点温度信号,除送入PLC用于控制、记录外,均另配置有盘装数字显示仪,方便观察对比。各区燃气、助燃风流量分别配置有智能手操器,同时显示流量并完成特殊情况下的手动流量控制。
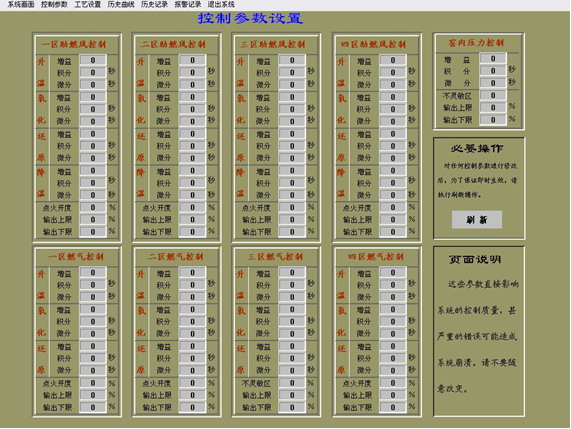
系统中的工控机通过丰富完善的人机对话界面,完成包括设定温度、窑压、空燃比等6个烧成工艺曲线及控制参数的修改、设定操作。同时建有烧成记录数据库,按设定采样频率显示记录每窑次各热工参数的变化过程,可随时调出历史或当前烧成记录曲线进行分析或打印输出。
控制精度:
窑压:优于±1Pa
温度:升温段优于±3℃,保温段优于±1.5℃
控制范围:按烧成温度曲线及气氛曲线控制窑炉的全部热工参数。
系统特点:
该控制系统除了具有较高的可靠性外(主控系统大于4万小时,外围机电设备1万小时)。节能环保是其最明显的优势。以往采用压力控制模式的窑炉大多是过量的送入燃气,而又通过排烟机排掉大量能量。流量控制模式较好的改善了这种“大进大出”的能源浪费,同比节约燃气25%以上,节约电力30%以上。
八.使用实例介绍:
该控制模式自从2000年在西安西电高压电瓷有限责任公司成功应用之后,先后仅该公司极其合资子公司就推广建设此类控制模式的窑炉26座,全国各大电瓷企业及中外合资企业也纷纷采用。各个窑炉公司也积极的进行技术提升,向该控制模式靠拢。
该论述所描述的系统在在西安山远电瓷制造公司三号、四号窑应用以来,已连续运行四年多,几乎没有维护工作,使用状况良好,比其一、二号窑炉节能20%以上,烧成质量明显提高。该系统应用实例还要有:河南长葛长新电瓷厂,萍乡强联电瓷股份有限公司,景德镇西马克电瓷制造有限公司等等
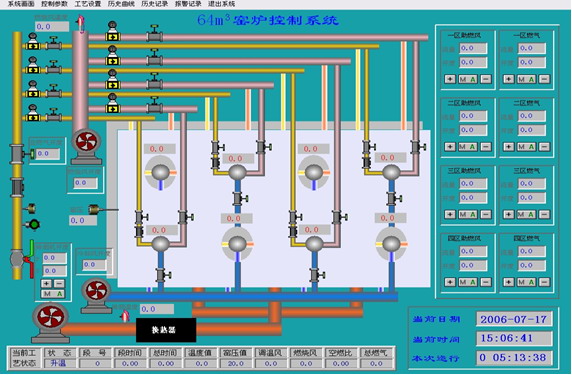
九.系统人机界面截图:
下面列举的截图为四分区八烧嘴的窑炉,根据窑炉容积、火道划分、烧嘴功率以及烧嘴布局的不同,则会有不同的分区结果,每个区域的烧嘴数量也可能不同。因为控制系统是分区域独立控制,为了保证控制精度,每个区域的烧嘴数量越少越好,不宜过多。而每区烧嘴数量越少,划分的区域愈多,控制成本也就随之增加,所以合理的分区和烧嘴布局是保证控制精度的基础,也是实现经济控制的基础。









 同时在线[36]人 今天浏览[34] 你的IP[216.73.217.60]
同时在线[36]人 今天浏览[34] 你的IP[216.73.217.60]
